供料槽又稱為供料機前爐,料槽的一端與熔窯工作池的出料口相接,另一端設置一個供料盆,料盆中央裝有帶落料孔的料碗,如圖7所示。供料槽是在高溫下工作,又直接與玻璃液接觸,因此全都用耐火材料制件砌筑。在耐火制件的兩側和底部用絕熱材料輕質粘土磚的砌體和硅藻土或石棉粉的填充層保溫。其最外層為薄鐵板制成的外殼。整個供料槽座在型鋼結構上,下面由鋼柱支撐。
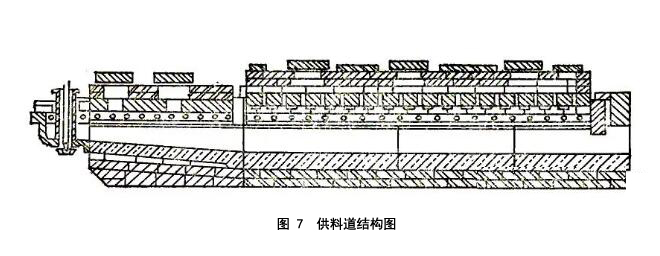
供料槽的作用是為供料機提供溫度適宜且均一的玻璃液。依照供料槽各部位的功用,它又可分為兩部分:與熔窯相接的部分主要是為改變從熔窯來的玻璃液溫度,通常是起冷卻作用稱之為“冷卻部“,一般用大塊耐火磚材砌成。與供料盆相連的部分是作為均化玻璃液溫度之用,稱之為”調節部”,它是一個整塊的耐火粘土制成的槽形制件,一端缺口與冷卻部砌體相連,前端缺口正好與供料盆銜接。
冷卻部和調節部的結構分別表示在圖8和圖9上。
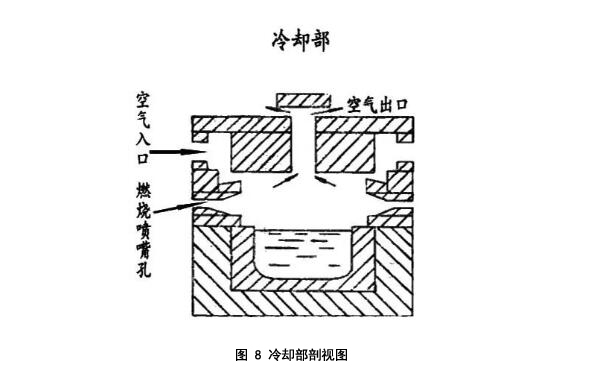
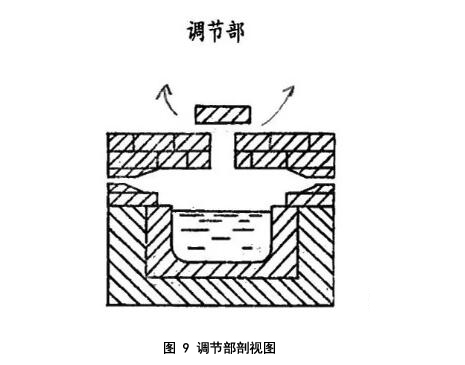
冷卻部的上側面開有冷卻空氣入口,可以采用自然通風,也可由鼓風機送風,流經玻璃液面而帶走熱量,達到冷卻效果。冷卻部的側面還留有安裝加熱用的噴咀孔,這是調節工作所需要的。調節部不設空氣入口,它在側壁只留有安裝加熱用的噴咀孔,所用的噴咀可以燃燒煤氣、天然氣或輕柴油來加熱玻璃液,均化玻璃溫度,加熱廢氣由頂部排氣口排出。
一 玻璃供料機的用途及規格型號
1用途:供料機的功用是將料道來的粘度、溫度適合的玻璃料滴成型成一定形狀的玻璃液,連續的、按一定重量、形狀均勻一致的供給玻璃液成型機。
供料機安裝在料道終端,料道則與窯爐工作池相聯,因供料機所配成型機不同,供料機與料道距離地面的高度也不相同,但是必須保證給料滴提供足夠的自由落料空間,使料滴順利的落入成型機,生產出合格的制品。
玻璃液成為瓶罐的第一步是形成料滴,因為料滴的好壞,對于制品的優劣具有重要意義。
料滴制作是玻璃瓶制造過程的關鍵工序之一,良好的料滴形狀標志著工序處于受控狀態。在工藝技術水平較高的玻璃瓶生產廠家,因制作料滴至料滴落入初型模所產生的玻璃瓶缺陷占總缺陷數的80%以上。
玻璃瓶的形狀或圓或扁或方一一千差萬別,生產工藝也因吹吹法(BB)、壓吹法(PB)、小口壓吹法(NNPB)各有不同,與其相配套的初型模形狀隨之變化多端,料滴是否與初型模的形狀相適應便是判定其優劣的標準。
2 一種D型供料機主要技術性能及參數:
⑴ 型號:D41-661V[D-滴料式,41-料盆開口寬度410mm];
⑵ 出料量:10-40噸/天;
⑶ 料滴重量范圍:20-1500克【最適宜的范圍為150-1500克】;
⑷ 每分鐘剪料次數:凸輪剪料12-95剪/分鐘;氣缸剪料6~35剪/分鐘。
⑸ 沖頭行程范圍:32-112毫米;
⑹ 沖頭高度調節范圍:-20-+100毫米;
⑺ 勻料筒轉速:3-12轉/分鐘【建議正常工作時每分鐘為6-12轉,否則影響電機壽命】;
⑻ 勻料筒高度調節范圍:0-75毫米;
⑼ 滴料中心至料道出口:190.5毫米;
⑽ 料盆開口寬度及深度:410×216毫米;
⑾ 料盆出料孔尺寸:~127毫米;
⑿ 勻料筒內徑:~152毫米;
⒀ 料碗上部孔尺寸:~127毫米;
⒁ 主傳動電機功率:2.2千瓦,勻料電機功率:0.55千瓦;
⒂ 機器外型尺寸【長x寬x高】:2000x2500x2200毫米;
⒃ 機器重量:約1400千克。
沖頭的直徑應該和落料孔徑相配合,同時也與玻璃液的溫度有關。落料孔較大時應采用直徑較粗的沖頭,反之則細。沖頭的直徑有多種規格:∅63毫米,∅76毫米,∅82毫米以及∅102毫米等。我國普遍使用∅76毫米直徑的沖頭,它的長度為686毫米。
沖頭端部形狀常有三種型式。如圖15所示。尖頭形的沖頭一般適用于制造小口瓶,因為這種沖頭可使料滴的頭部尖細,也有利于形成細長的料滴,這樣的料形正是制作小口瓶所要求的。圓頭形沖頭大多應用于制作大口瓶、壓制品和重量很大的制品,它便于制得圓頭的短粗的料形。標準形沖頭的性能大致介于兩者之間,它的適應性好,能滿足多種料形要求,因此應用廣泛,在制瓶、器皿及燈泡玻璃上都普遍采用。

沖頭與料碗的對中也是一項必要的調節。當兩者不在一垂直線上,形成的料滴可能歪斜或彎曲(如香蕉料),影響制品成形工作,并且還會加劇沖頭和料碗的偏心磨蝕。所以每次安裝沖頭都要仔細調整對中。它的適應性好,能滿足多種料形要求,因此應用廣泛,在制瓶、器皿及燈泡玻璃上都普遍采用。


滴料式供料機的料滴制作對成型設備能否正常運行影響較大。對于連續化作業銜接緊密的玻璃瓶生產來講,穩定且適合成型的料滴形狀是高效率產出的前提,也是諸多相關工藝參數穩定可靠的標志,應引起成型工序的高度重視。