在GB/T 24694 - 2009 玻璃容器 白酒瓶和GB 4544 - 1996啤酒瓶以及QB∕T 2142-2017 玻璃容器 含氣飲料瓶等玻璃容器的產品標準中,都要求這些玻璃容器的真實應力≤4級。
目前,國家包裝產品質量監督檢驗中心已經開始對玻璃容器生產單位進行玻璃容器產品的內應力抽查。2019年10月由中國計量測試學會玻璃分析檢驗專業委員會、國家包裝產品質量監督檢驗中心召開的濟南會議上,國家包裝產品質量監督檢驗中心對玻璃容器生產單位進行玻璃容器產品的內應力抽查情況進行了通報。
因此關于玻璃容器產品的理化性能指標:耐內壓力、抗熱震性、抗沖擊、內應力、內表面耐水性全部都開始實行國家抽查。
力、內表面耐水性全部都開始實行國家抽查。
一、玻璃容器的應力
物質內部單位截面上的相互作用力稱為內應力。
玻璃容器的生產過程中,制作完成后的玻璃容器產品中因各種原因,還或多或少地存在應力。根據產生應力的原因可以分為:
① 結構應力 因化學組成不均勻導致結構不均勻形成結構應力,這屬于永久性應力。包括但不限于氣泡、結石、條紋產生的應力、在熔化過程由于混料不均勻產生的應力,這些應力存在于不均勻的結合界面上,由于成份不一,熱膨脹系數不同,而形成玻璃容器裂紋源。
另外由于造型設計而產生的應力,比如帶棱或角的玻璃容器的棱角部位是張應力較大的地方,這也屬于結構應力。
由于成分不均勻而形成的微小不均勻所造成的應力也稱為結構應力或微觀應力。這種微觀應力非常小,一般對玻璃容器的機械強度影響不大。
② 機械應力 是玻璃容器在受外力作用時,在玻璃容器中引起的應力,當外力除去時,應力隨即消失。
③ 熱應力 在玻璃容器成型過程中,由于冷卻時散熱不均勻出現溫差所產生的應力稱為熱應力。
玻璃中的熱應力按其存在的特點,分為暫時應力和永久應力。
玻璃在加熱或冷卻過程,因內外的溫度差會形成一定的溫度梯度,產生一定的熱應力,這種熱應力隨著溫度梯度的存在而存在,隨著溫度梯度的消失而消失,所以稱為暫時應力。
玻璃在常溫下,外層溫度均衡后,即溫度梯度消失后,在玻璃中仍然存在著熱應力,這種應力稱為永久應力或殘余應力。
玻璃容器中的熱應力通常是極不均勻的,嚴重時會降低玻璃容器的機械強度和熱穩定性,影響玻璃容器的安全使用,甚至會發生玻璃容器自裂現象。
因此,為了保證使用時的安全,對各種玻璃容器都規定其殘余的內應力不能超過某一規定值。測量玻璃容器的內應力是控制質量的 一種手段。
二、玻璃容器內應力測量
2.1 玻璃中的內應力與光程差
玻璃是透明材料,而且是一種均質體,它具有各向同性的性質,當單色光通過玻璃時,光速與其傳播方向和光波的偏振面無關,不會發生雙折射現象。
但是,由于外部的機械作用或者玻璃容器成型后從軟化點以上的不均勻冷卻,使玻璃容器具有殘余應力時,各向同性的玻璃在光學上就成為各向異性體。這種情況下,單色光通過玻璃時就會分離為兩束光,一束光(O光)在玻璃內的光速及其傳播方向、光波的偏振面都不變,所以仍沿原來的入射方向前進,到達第二個表面時所需的時間較少,所經過的路程較短;另一束光(E光)在玻璃內的光速及其傳播方向、光波的偏振面都發生變化,因此偏離原來的入射方向,到達第二個表面時所需的時間較多,所經過的路程較長。第一束光和第二束光的這種路程之差稱為光程差。測出這種光程差的大小,就可計算玻璃的內應力。
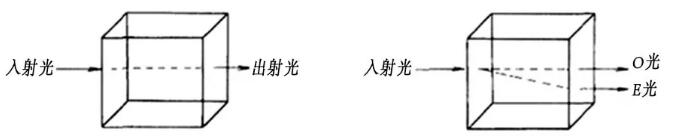
圖一 光線通過有應有力玻璃時的雙折射現象
2.2 玻璃容器內應力測量原理
應力儀的工作原理如圖2所示。由光源1發出的光經起偏鏡 2 后,變成平面偏振光(假設其振動方向為垂直方向),當旋轉檢偏鏡 5 與之正交時,偏振光不能通過,用眼睛 6 觀察時視場呈黑色。若在光路中放入有應力的玻璃試樣 3 時,該偏振光通過玻璃后被分解為具有程差的水平偏振 光和垂直偏振光。當兩束偏振光通過1/4 波片 4 后,被合成為平面偏振光,但此時的平面偏振光的偏振面對起偏鏡產生的平面偏振光的振動方向有一個角的旋轉。因此,在視場中就可看到兩條黑色條紋隔開的明亮區。旋轉檢偏鏡,重新使玻璃中心變黑,根據檢偏鏡的角度差,就可計算玻璃的光程差。
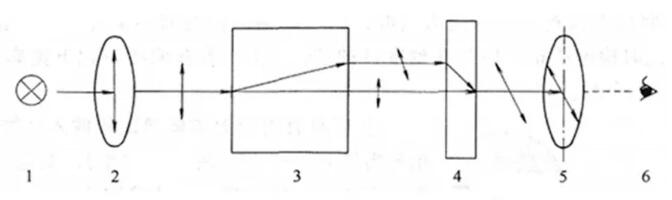
圖2 補償器測定法原理
三、玻璃容器的退火
為了解決玻璃容器在生產過程中,由于溫差所產生的熱應力,所以在玻璃容器生產工藝中有退火的工序。
3.1 玻璃容器退火原理
玻璃容器在成型過程中,經過轉變溫度區域(Tf~Tg)時,玻璃由典型的液態轉變成脆性狀態。而在點以下的相當的溫度范圍內玻璃分子仍然能夠進行遷移,可以消除玻璃中結構狀態的不均勻性和熱應力。同時因為玻璃粘度相當大,以致幾乎不發生其外形的改變,這段溫度區域成為玻璃的退火區域。
由于玻璃在應變點以上時具有粘彈性,它不能長時間承受各方向不平衡力的作用,玻璃內結構基團在力的作用下產生位移和變形,使溫度梯度所產生的內應力得以消失。
玻璃容器的退火過程就是將玻璃放置在某一溫度下保持足夠時間后再以緩慢的速度冷卻,以便不再產生超過允許范圍的永久應力和暫時應力。實質就是減小或消除應力并防止新的應力產生。
玻璃容器退火是一個創建勻熱和結構調整所需的、均勻的溫度場,減小各部之間的結構差,使冷至剛體被固定的。
3.2 玻璃容器退火溫度與退火溫度范圍
為了消除玻璃容器中的永久應力,必須將玻璃容器加熱到低于玻璃轉變溫度附近的某一溫度進行保溫均熱,以消除玻璃容器各部分的溫度梯度,使應力松弛。這個選定的保溫均熱溫度,稱為退火溫度。玻璃在退火溫度下,由于粘度較大,應力雖然能夠松弛,但不會發生可測得出的變形。玻璃的最高退火溫度是指在此溫度下經過三分鐘能消除應力95%,一般相當于退火點(η=1012帕·秒)的溫度,也叫退火上限溫度;最低退火溫度是指在此溫度下經三分鐘只能消除應力5%,也叫退火下限溫度。最高退火溫度至最低退火溫度之間稱為退火溫度范圍。
大部分器皿玻璃最高退火溫度為550±20℃;瓶罐玻璃為550~600℃。
實際上,一般采用的退火溫度都比最高退火溫度低20~30℃,低于最高退火溫度50~150℃時為最低退火溫度。
由于退火爐測溫元件的安裝位置和插入深度的影響,實際退火溫度與理論退火溫度是有差距的。
玻璃容器退火溫度的設定是為保證玻璃容器熱應力的消除,關鍵是要根據玻璃容器的外型和壁厚來制定玻璃容器的冷卻速度,如果冷卻速度不合適會使玻璃容器的退火質量不好。形狀復雜的玻璃容器,應力更容易集中,所以保溫時,溫度應適當地提高;冷卻的速度也要慢一些。
3.3 玻璃容器退火工藝
玻璃容器的退火工藝可分為四個階段:加熱階段、均熱保溫階段、慢冷階段和快冷階段。
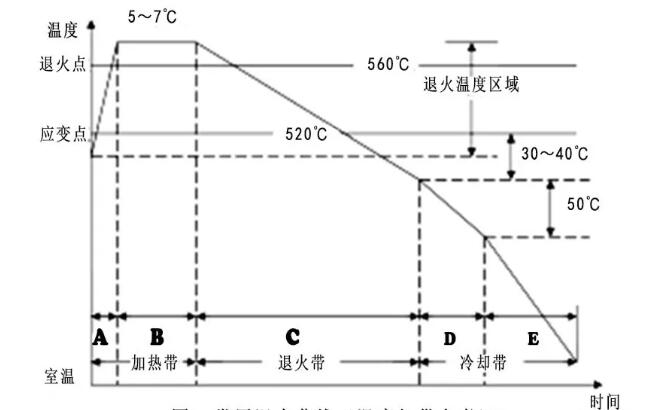
圖3 常用退貨曲線(溫度僅供參考)
① 加熱階段
加熱時玻璃容器表面為壓應力,升溫速度可較快。
H(最大速度)=130/a² (℃/分)
其中 a:玻璃容器的總厚度,單位:厘米
② 保溫階段
主要目的是消除玻璃容器在快速加熱時以及成型時產生的溫度梯度,并消除玻璃容器中所固有的內應力。這一階段的主要參數時退火溫度和在此溫度下的保溫時間。
一般保溫時間是:
T(保溫時間)= 520 a² /△n
其中 △n:允許永久應力的雙折射值,納米/厘米。
a:玻璃容器厚度的一半,單位:厘米。
③ 慢冷階段
在玻璃容器中原有應力消除后,必須防止就在降溫過程中由于溫度梯度而產生新的應力。這主要靠正確的制定并嚴格的控制玻璃容器在退火溫度范圍的冷卻制度來實現。這個階段的冷卻速度應當很低,尤其在溫度較高階段,因為這時由溫度梯度嘗試的熱彈性應力松弛很大,轉變成永久應力的趨勢也大,所以冷卻速率應最低。慢冷卻主要由玻璃容器所允許的永久應力決定。慢冷階段的結束溫度,必須低于玻璃的應變點。也就是說,要把玻璃容器慢冷到玻璃的結構完全固定以后,才不會有永久應力產生的可能。
④ 快冷階段
快冷階段是指從應變溫度到室溫這段溫度區間。在本階段內,只能引起暫時應力,在保證玻璃容器不致因熱應力而破壞的前提下,可以盡快冷卻玻璃容器。
快冷階段速度一般是:
H(快冷速度)= 65/a² (℃/分)
a:玻璃容器厚度的一半,單位:厘米。
四、玻璃容器內應力不合格時的應對
企業在玻璃容器的生產過程中,有時會遇到玻璃容器內應力檢測不合格。前面我們已介紹了應力和退火的關系,那么出現玻璃容器內應力檢測不合格就要在退火設備和退火工藝兩個方面去尋找原因。
4.1 正常生產時出現應力不合格
正常生產時,玻璃容器產品的內應力檢測程序應該是最少每個小時測試一次,每次從退火爐橫向上按照 左、中、右各取一個共取3個瓶子進行應力檢測;如果發現應力大于4級則進行復查,按照不合格產品的區位重新取樣。
正常生產時,玻璃容器產品的內應力不合格,一般來講是退火設備出現故障。由于退火爐的故障,使退火工藝無法得到保證。
退火爐的故障包括電加熱器、循環風機、吸排氣口的開度和退火爐進出口的閘板。特別是要仔細檢查電加熱器,一般電加熱器是三相供電,如果有一相出現故障,電加熱器發熱效率會大大下降影響退火爐的溫度。
4.2 非正常生產時出現應力不合格
成型出現設備故障,使進退火爐的玻璃容器產品不足,排列稀疏。如果成型設備故障需要維修時間不長,對玻璃容器產品退火后應力影響不大。但是成型設備故障需要維修時間較長,也可能會使玻璃容器產品退火后出現應力不合格。這種情況下應提前對退火爐的溫度作適當調整。
退火爐一般是在兩側壁安裝有電加熱器,同時測溫元件也安裝在側壁,因此退火爐的溫度控制系統基本上可以保證退火爐兩邊的溫度在控制范圍。但是當成型出現設備故障,退火爐進瓶數減少使退火爐網帶中間玻璃容器排列稀疏。這種情況就有可能因為進瓶數減少使玻璃容器帶進退火爐的熱量減少,使退火爐網帶中間溫度不達標而產生玻璃容器應力問題。這種情況退火爐的測溫元件不一定能夠檢測到。
4.3 玻璃容器退火溫度的設定不合理
對于產品品種多,結構復雜的生產線,必須正確設定玻璃容器退火溫度。
由于市場的需要,企業可能在一臺成型設備上同時生產單重差不多的多個產品,因此會在一個退火爐對不同的玻璃容器進行退火。這些產品的玻璃組成是一樣的,退火爐的退火溫度就要按產品壁厚最薄的玻璃容器的壁厚數據來確定,以免由于溫度高使玻璃容器產生變形。升溫和降溫的速度按壁厚最厚的玻璃容器的壁厚數據來確定,以保證壁厚較厚玻璃容器產品不致因熱應力而產生裂紋。
化學組成不同的制品在同一退火爐內退火時,應選擇退火溫度最低的玻璃制品作為保溫溫度,同時采取延長保溫時間的措施。
解決玻璃容器內應力不合格的問題并不復雜,第一個關鍵是要管理好退火設備即退火爐。第二個關鍵是正確設定退火工藝即退火溫度曲線。